



TPE包胶概念机理
TPE包胶,指的是,通过注塑机射出方式,将TPE材料熔体射粘到其他材料件(通常是塑料件)表面,制成需要形状和厚度的TPE胶件,同时与塑料件形成牢固粘结的过程。
TPE的包胶机理,如果要深入的阐述,可能涉及到很多专业的概念,如分子极性,相似相容原理,表面张力,溶解度参数,内聚能密度等。这样就显得有些深奥了。笔者现稍微通俗易懂的的阐述如下:
——将TPE材料加热塑化成高温熔体,并且在两种材料接触的界面,由于TPE熔体的高温,在被包覆塑料件表面形成较薄的一层熔蚀层。进而TPE熔体与熔蚀塑件薄层,发生相互渗透互溶,这种互溶是分子链级别的相互缠绕,最终形成牢固的粘结层。

TPE包胶不牢固之机理分析
为什么TPE包胶时存在包不住的情况呢?
液体或高温熔体的表面,存在阻碍其流动扩张的一种力(即表面张力,蜘蛛可以在水面爬行,而不沉入水下,就因为水有表面张力)。不同熔体塑料的这种力的大小不同,一般熔体塑料这种力越大,在两种熔体的包覆界面,熔体破坏掉这种力的阻碍,形成互溶即包胶粘结的难度越大。
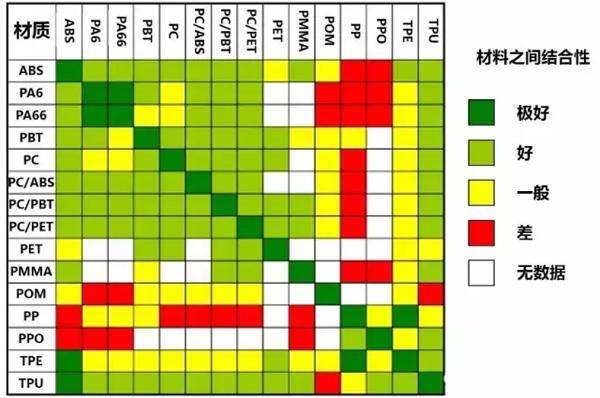
通常TPE和PP熔体的表面张力都不大,故包胶难度不大。TPE与POM及尼龙等的包胶,虽然TPE表面张力不大,但POM及尼龙熔体表面张力较大,TPE熔体很难克服掉POM及尼龙熔体表面张力的阻碍,难以在POM,尼龙表面形成熔蚀层及完成互溶。故TPE难以包胶尼龙及POM。(以下是TPE与主要塑料包胶难易度图解,图片源自网络)
材料改性
对于以上类似尼龙及POM难包胶的塑料,需要对TPE进行改性,加入其他增溶性助剂,以降低尼龙及POM高温熔体的表面张力,从而使得包胶粘结效果得以改善。
工艺要素对TPE包胶的影响
以上关于TPE包胶机理的分析,有一个前提,即真正的包胶,是发生在高温熔体状态的两种塑件之间。既然是熔体,则TPE包胶的顺利完成,需要注意一个非常重要的条件——温度。只有温度足够的高,才能形成TPE熔体及完成熔蚀粘结。
在TPE产品模具及结构设计,工艺参数调试等环节中,都始终要注意,一切都是以保证必须的成型加工温度为前提。产品的流长比、材料流动性、进胶口设计、塑件的烘烤等都会影响到包胶过程需要的熔体温度。
其他包胶
表面张力相差较大的TPE和塑件包胶,TPE和非塑料材料(如金属,木材,木质素等)的包胶,其包胶机理与以上不同。一般借助机械力扣位包胶,表面处理胶黏来实现。就其包胶机理来说,不是真正意义的包胶。
东莞市德创化工有限公司
DECHUANG
联系电话:138 2720 9711
公司地址:广东省东莞市常平镇大京九塑胶城B栋

Copyright 2019 © 东莞市德创化工有限公司 版权所有